What is a Measurement System?
A Measurement System is a collection of gages (instruments), standards, methods, software, personnel, and an environment used to evaluate a feature or characteristic being measured which influences the assignment of a number to that measurement characteristic.
What is Measurement System Analysis?
Measurement System Analysis is an objective method that analyzes the amount of variation caused by the measurement system. The numerical values of the system's statistical properties are determined and compared to accepted standards.
What are the Objectives of Measurement System Analysis?
The objectives of the MSA are to assess the quality of the measurement system. The aim is to ensure that a measurement system delivers reliable results, in alignment with customer requirements, statutory and regulatory requirements, as well as internal needs.
A Measurement System is a process with inherent variation. Measurement analysis quantifies the measurement error caused by this variation and its impact on decisions made about a product or process.
How is the Measurement Error Assessed?
The analysis is performed by using statistical analysis. Here are the statistical properties of Measurement System and how the measurement error can be evaluated.
- Understanding Core Tools: Measurement System Analysis (MSA)
- Measurement Systems Analysis (MSA), including Advanced Analysis (ANOVA)
- Aerospace Risk Management and Analysis Series Setting Up for Process Capability and MSA
- Understanding Core Tools: (APQP/PPAP, DFMEA & DVP&R, PFMEA/Control Plan, SPC, and MSA)
- Understanding Core Tools (APQP/PPAP, DFMEA, DVP&R, SPC, and MSA) Following the AIAG FMEA 4th Edition Methodology
Speaker:
Antony John
Watch WebinarHow Many Types of Measurement Systems?
 Variable
Variable- Continuous Scale
- Discrete Scale
- Attribute
- Pass/Fail
- Go/No Go
Measurement System Analysis for Variable Data
Before performing any measurement system analysis, the gauge or instrument used in the study must be calibrated.
What is Calibration?
Calibration is a process used to compare a reading on one piece of equipment with another piece of equipment that has been calibrated against a known set of standards. These standards are recognized through an official national decision or international agreement.
Calibration quantifies and controls errors or uncertainties within measurement processes to an acceptable level.
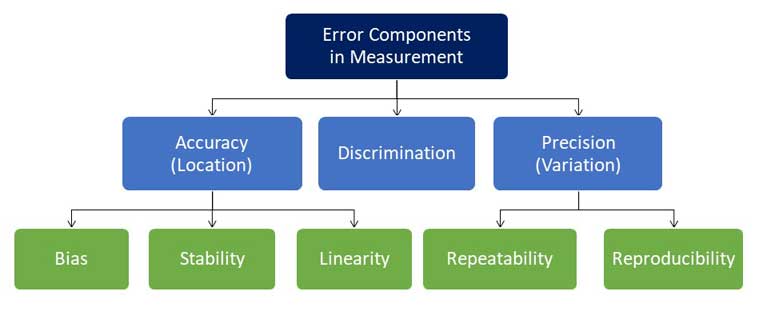
What are the Statistical Properties of the Measurement System?
The statistical properties of the MSA are as follows: Discrimination, Uncertainty, Bias, Stability, Linearity, Repeatability and Reproducibility.
Discrimination or Resolution
Discrimination or resolution of a gage is its ability to detect small changes in the characteristic being measured. A measurement system is deemed unacceptable for analysis if it cannot detect process variation, particularly special causes of variation.
Uncertainty
Measurement uncertainty is the sum of all the variations associated with the variables that make up the measurement system.
Bias
Gauge accuracy or bias is the difference between the observed average of the measurement and the reference value.
Stability
Stability refers to the change in bias over time. Gage stability is the difference in the average of multiple measurements obtained with the same gage, on the same parts taken at different times. Stability studies can be used to assess the calibration intervals.
Linearity
Linearity is the difference in bias values of a measurement system throughout its expected operating range.
Gage Repeatability and Reproducibility (GR&R)
- Gage Repeatability is the variation in the measurements obtained with one measurement instrument when used several times by one appraiser while measuring the same characteristic on the same part .
- Gage Reproducibility is the variation in the average of the measurements made by different appraisers using the same measuring instrument when measuring the identical characteristic on the same part.
- ANOVA method is recommended for use.
How to Conduct the Gage R&R?
- Inform the team about the GR&R concepts.
- Select the parts for the study.
- Identify the appraisers, the equipment to be used, and the product or process being assessed.
- Ensure that the gage is calibrated and has acceptable accuracy (bias, linearity, and stability).
- Have each appraiser measure Samples (in random order) for the required number of replicates.
- Analyze the results and use customer or internal acceptance guidelines.
- Draw conclusions and make changes as applicable.
What are the Acceptance Criteria for the Gage R&R?
The acceptance criteria are:
- % Study Variation and % Tolerance
- % Contribution
- Number of Distinct Categories
Measurement System Analysis for Attribute Data
The attribute data can be:
- Binary – one of two values
- acceptable or unacceptable
- Successful or unsuccessful operation
- Good or bad part
- Incomplete or complete assembly
- Insufficient or satisfactory weld
- Nominal – representing multiple qualitative data (soft, mushy, crispy, crunchy)
- Ordinal – representing ordered data (XS, S, M, L, XL, XXL)
It is recommended to try to convert attribute data into variable data and then apply variable data analysis techniques.
What is the Measurement System Analysis for Attribute Data?
This methodology is used to assess attribute measurement systems. Gage R&R quantifies measurement error due to repeatability, reproducibility, and calibration. In attribute studies, it is recommended to use a higher number of samples, considering customer requirements.
What are the Acceptance Criteria for Attribute Studies?
The Acceptance criteria used can be:
- Kendall’s Coefficients used to measure nonparametric correlations.
- Kendall’s Coefficients are used to measure nonparametric correlations.
Measurement System Analysis Application
Measurement System Analysis (MSA) can indeed be applied to all the areas, including gages, instruments or fixtures, laboratory equipment, end of line testers, vision systems, automatic test systems, non-replicable (destructive) systems, attribute systems, and comparisons between various equipment.
How is MSA Used in Six Sigma and Other Continual Improvement Processes?
- MSA is an essential component of Six Sigma methodologies and the quality management system.
- A measurement system analysis study is designed to ensure that your measurement system - gages, methods, and procedures - is stable and capable of measuring data, before you begin to improve your process.
- MSA assesses the variation in the measurement system to ensure that all data collection and evaluation are not affected by the measurement error.
What are the Benefits of Performing Measurement System Analysis?
- Assess and reduce variation in the measurement system.
- Ensure the correct decision regarding process or product acceptance.
- Promote improvement, reduce time, and save resources.
- Increase customer satisfaction.
What are the Consequences of Not Performing the MSA?
- Poor measurements can result in unnecessary manufacturing process adjustments
- Shipping non-conforming products to the customer or rejecting good products.
- Improper evaluation of Special Characteristics. Poor R&R has a detrimental effect on capability
- IATF 16949:2016 requires statistical studies to be performed to analyze variation in each type of inspection, measurement, and test equipment identified in the control plan (7.1.5.1.1 Measurement System Analysis). Verify Omnex training classes for IATF 16949:2016.
When Should you Start Planning for MSA?
- MSA Plan starts as early as the quotation phase.
- MSA Plan is the output of the Process Development phase in New Product Introduction (APQP Phase III).
- This plan should originate in process development and be completed by the production verification team.
- It begins with the customer requirements.
- It is repeated as often as necessary to control new equipment, new processes, new methods, new personnel, or any other changes.
MSA Pro Software
Omnex’s Measurement System Analysis platform (MSA Pro) is designed exclusively to help organizations identify, catalog, calibrate and study the measurement system variation of inspection, testing, and laboratory equipment and methods. Using MSA Pro ensures that your measurement systems produce accurate, repeatable, and stable measurements.
Why to Choose Omnex Software?
- This is a complete solution for gage management, calibration and Measurement System Analysis studies. MSA studies include bias, linearity, stability as well as variable and attribute repeatability, and reproducibility.
- MSA Gage, AQuA Pro Control Plan, and the Gage list are integrated to ensure that the right Gage Controls are available as you develop the Control Plan.
- It meets AIAG MSA 4th edition requirements as well as IATF 16949:2016 requirements.
- It is user-friendly and saves the company’s time and money
MSA Training
The training is delivered either through open enrollment or onsite, virtual, or in-class sessions. The training provided by Omnex satisfies AIAG MSA 4th edition requirements as well as IATF 16949:2016 requirements.
Excellent preparation to become a Certified Quality Engineer with the American Society of Quality.
MSA Training Certification is issued upon the completion of Open Enrolment Training.
The class schedule and location can be found on our Omnex Training website:
MSA Onsite Training
We have private training available for any organization, which is recommended for groups of more than 5 people. This training is provided at your location, and the content can be customized based on the organization's needs. The training duration can be 1, 2 or 3 days, depending on each organization.
Six Sigma Private Training is available for any organization. For training review please visit us.
You can contact us for more details.
MSA Continual Improvement Support
We offer onsite support for Measurement Systems Analysis activities and continual improvement in handling measurement systems.
MSA Frequently Asked Questions
Prior to performing any measurement system analysis, the gauge or instrument used in the study must be calibrated.
MSA is applicable in any industry, including automotive, aerospace, medical devices, chemical, food, and more.
MSA is applicable in any situation where assessing the impact of the measurement system on the measured value in quantifiable terms is necessary.
The actual measurements must be collected by the personnel using the measurement system. The organization of the measurement studies, statistical analysis, and interpretation of the results must be performed by a trained individual.
No, in all measurement system studies, the actual product resulted from manufacturing processes must be used.
The bias studies reveal the variation resulting from the interaction of the actual product with the measurement instrument. Calibration is performed using reference standards.
Not necessarily, however, it is highly recommended.